
Page 85 - 无损检测2021年第三期
P. 85
裴 彪, 等:
海底管道环焊缝的相控阵超声检测
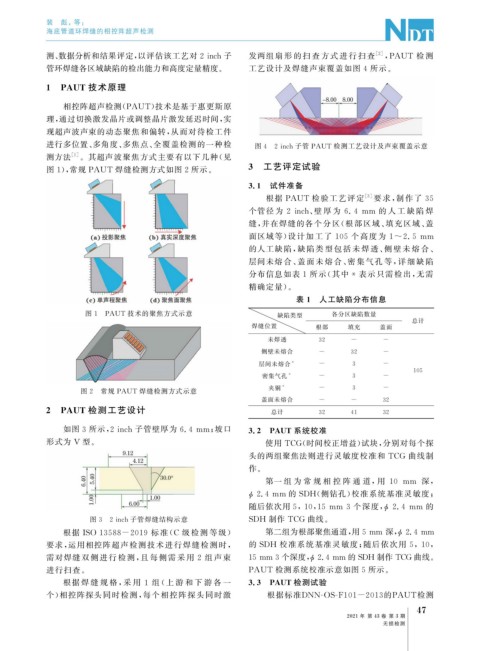
测、 数据分析和结果评定, 以评估该工艺对 2inch 子 发两组 扇 形 的 扫 查 方 式 进 行 扫 查 [ 2 ] , PAUT 检 测
管环焊缝各区域缺陷的检出能力和高度定量精度。 工艺设计及焊缝声束覆盖如图 4 所示。
1 PAUT 技术原理
相控阵超声检测( PAUT ) 技术是基于惠更斯原
理, 通过切换激发晶片或调整晶片激发延迟时间, 实
现超声波声束的动态聚焦和偏转, 从而对待检工件
进行多位置、 多角度、 多焦点、 全覆盖检测的一种检 图 4 2inch子管 PAUT 检测工艺设计及声束覆盖示意
测方法 [ 1 ] 。其超声波聚焦方式主要有以下几种( 见
3 工艺评定试验
图 1 ), 常规 PAUT 焊缝检测方式如图 2 所示。
3.1 试件准备
根据 PAUT 检验工艺评定 [ 3 ] 要求, 制作了 35
个管径 为 2inch 、 壁 厚 为 6.4 mm 的 人 工 缺 陷 焊
缝, 并在焊缝的各个分区( 根部区域、 填充区域、 盖
面区域等) 设计 加 工 了 105 个 高 度 为 1~2.5 mm
的人工缺 陷, 缺 陷 类 型 包 括 未 焊 透、 侧 壁 未 熔 合、
层间未熔 合、 盖 面 未 熔 合、 密 集 气 孔 等, 详 细 缺 陷
分布信息如表 1 所示( 其中 * 表示只需检出, 无需
精确定量)。
表 1 人工缺陷分布信息
图 1 PAUT 技术的聚焦方式示意 缺陷类型 各分区缺陷数量
总计
焊缝位置 根部 填充 盖面
未焊透 32 - -
侧壁未熔合 - 32 -
层间未熔合 * - 3 -
105
密集气孔 * - 3 -
图 2 常规 PAUT 焊缝检测方式示意 夹铜 * - 3 -
盖面未熔合 - - 32
2 PAUT 检测工艺设计 总计 32 41 32
如图 3 所示, 2inch 子管壁厚为 6.4mm ; 坡口 3.2 PAUT 系统校准
形式为 V 型。 使用 TCG ( 时间校正增益) 试块, 分别对每个探
头的两组聚焦法则进行灵敏度校准和 TCG 曲线制
作。
第一 组 为 常 规 相 控 阵 通 道, 用 10 mm 深,
ϕ 2.4mm 的 SDH ( 侧钻孔) 校准系统基准灵敏度;
随后依次用 5 , 10 , 15 mm3 个深度, 2.4 mm 的
ϕ
图 3 2inch子管焊缝结构示意 SDH 制作 TCG 曲线。
根据ISO13588-2019 标 准 ( C 级 检 测 等 级) 第二组为根部聚焦通道, 用5mm 深, 2.4mm
ϕ
要求, 运用相控阵超声检测技术进行焊缝检测时, 的 SDH 校准系统基准灵敏度; 随后依次用 5 , 10 ,
需对焊缝 双 侧 进 行 检 测, 且 每 侧 需 采 用 2 组 声 束 15mm3个深度, 2.4mm 的 SDH 制作 TCG 曲线。
ϕ
进行扫查。 PAUT 检测系统校准示意如图 5 所示。
根据 焊 缝 规 格, 采 用 1 组 ( 上 游 和 下 游 各 一 3.3 PAUT 检测试验
个) 相控阵探头同时检测, 每个相控阵探头同时激 根据标准DNN-OS-F101-2013 的PAUT检测
7
4
2021 年 第 43 卷 第 3 期
无损检测