
Page 83 - 无损检测2021年第三期
P. 83
杨育伟, 等:
T 型接头 TOFD 检测时缺陷深度的定位计算与评判
头扫查即可确定缺陷的准确位置。 处, 距翼板上表面实际深度为30~53.8mm ( 翼板厚
4.2 腹板未熔合 度 30mm )。按式( 6 ) 可计算出距翼板下表面每间
腹 板 未 熔 合 区 域 为 翼 板 下 表 面 0~23.8 mm 隔 1mm 处显示深度( 见表 6 )。
表 6 腹板坡口距翼板下表面 0~23.8mm 处未熔合显示深度计算值 mm
距翼板下表面距离
项目
1 2 3 4 5 6 7 8 9 10 11 12
实际深度 31 32 33 34 35 36 37 38 39 40 41 42
显示深度计算值 31 32 33 34.1 35.1 36.1 37.2 38.3 39.3 40.4 41.5 42.6
距翼板下表面距离 13 14 15 16 17 18 19 20 21 22 23 23.8
实际深度 43 44 45 46 47 48 49 50 51 52 53 53.8
显示深度计算值 43.7 44.8 45.9 47.1 48.2 49.3 50.5 51.7 52.8 54.0 55.2 56.1
从表 6 可知, 距翼板下表面 0~4mm 范围内腹 度 30~56.1mm 之间, 因此会干扰缺陷性质和位置
板未熔合的显示深度为 30~34.1mm , 与翼板未熔 的判断。但翼板未熔合和腹板未熔合任一位置的显
合的显示深度 30~34mm 重合, 所以对显示深度为 示深度均为某一特定值, 所以, 对应该特定值即可初
30~34.1mm 的缺陷, 应采用超声直探头或斜探头 步判断该 缺 陷 是 否 为 角 焊 缝 中 的 缺 陷, 然 后 通 过
进行扫查以确认其为翼板未熔合或腹板未熔合。距 TOFD 检测平行扫查或超声波直探头或斜探头检
翼板下表面 5~23.8mm 范围内腹板未熔合的显示 测即可确定缺陷的准确位置, 进而确定其是否为翼
深度为 35.1~56.1 mm , 与翼板未熔合的显示深度 板未熔合或腹板未熔合。
30~34mm 互不干扰, 则可初步判断该缺陷为腹板
未熔合, 然后通过 TOFD 检测平行扫查或超声波直 5 结语
探头或斜探头检测即可确定缺陷的准确位置。 通过分析可知, 以直通波声程为底边, 衍射波半
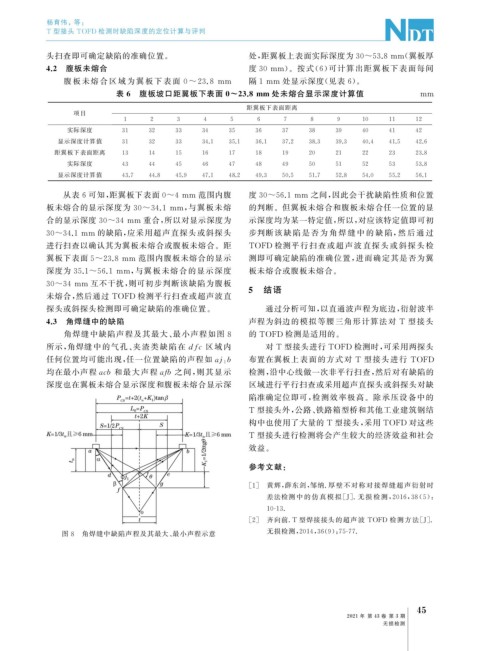
4.3 角焊缝中的缺陷 声程为斜边的模拟等腰三角形计算法对 T 型接头
角焊缝中缺陷声程及其最大、 最小声程如图 8 的 TOFD 检测是适用的。
所示, 角焊缝中的气孔、 夹渣类缺陷在 d f c 区域内 对 T 型接头进行 TOFD 检测时, 可采用两探头
任何位置均可能出现, 任一位置缺陷的声程如a j 1 b 布置在翼板上表面的方式对 T 型接头进行 TOFD
均在最小声程acb 和最大声程a f b 之间, 则其显示 检测, 沿中心线做一次非平行扫查, 然后对有缺陷的
深度也在翼板未熔合显示深度和腹板未熔合显示深 区域进行平行扫查或采用超声直探头或斜探头对缺
陷准确定位即可, 检测效率极高。除承压设备中的
T 型接头外, 公路、 铁路箱型桥和其他工业建筑钢结
构中也使用了大量的 T 型接头, 采用 TOFD 对这些
T 型接头进行检测将会产生较大的经济效益和社会
效益。
参考文献:
[ 1 ] 黄辉, 薛东剑, 邹纳 . 厚壁不对称对接焊缝超声衍射时
差法检测 中 的 仿 真 模 拟 [ J ] . 无 损 检 测, 2016 , 38 ( 5 ):
10-13.
[ 2 ] 齐向前 .T 型焊接接头的超声波 TOFD 检测方法[ J ] .
图 8 角焊缝中缺陷声程及其最大、 最小声程示意 无损检测, 2014 , 36 ( 9 ): 75-77.
5
4
2021 年 第 43 卷 第 3 期
无损检测