
Page 53 - 无损检测2025年第二期
P. 53
李爱华,等:
陶瓷基黏接件超声检测缺陷信号的处理方法
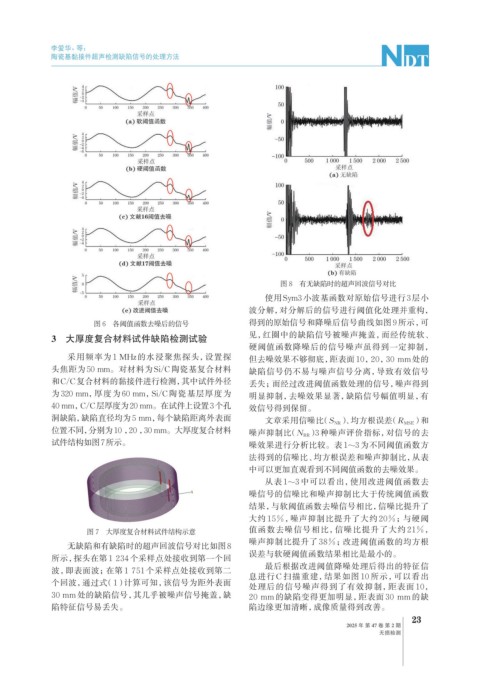
图 8 有无缺陷时的超声回波信号对比
使用Sym3小波基函数对原始信号进行3层小
波分解,对分解后的信号进行阈值化处理并重构,
图 6 各阈值函数去噪后的信号 得到的原始信号和降噪后信号曲线如图 9 所示,可
3 大厚度复合材料试件缺陷检测试验 见,红圈中的缺陷信号被噪声掩盖,而经传统软、
硬阈值函数降噪后的信号噪声虽得到一定抑制,
采用频率为 1 MHz的水浸聚焦探头,设置探 但去噪效果不够彻底,距表面 10,20,30 mm 处的
头焦距为 50 mm。对材料为Si/C陶瓷基复合材料 缺陷信号仍不易与噪声信号分离,导致有效信号
和C/C复合材料的黏接件进行检测,其中试件外径 丢失;而经过改进阈值函数处理的信号,噪声得到
为 320 mm,厚度为 60 mm,Si/C陶瓷基层厚度为 明显抑制,去噪效果显著,缺陷信号幅值明显,有
40 mm,C/C层厚度为20 mm。在试件上设置3个孔 效信号得到保留。
洞缺陷,缺陷直径均为5 mm,每个缺陷距离外表面 文章采用信噪比(S NR )、均方根误差(R MSE )和
位置不同,分别为10 ,20 ,30 mm。大厚度复合材料 噪声抑制比(N RR )3 种噪声评价指标,对信号的去
试件结构如图7所示。 噪效果进行分析比较。表 1~3 为不同阈值函数方
法得到的信噪比、均方根误差和噪声抑制比,从表
中可以更加直观看到不同阈值函数的去噪效果。
从表 1~3 中可以看出,使用改进阈值函数去
噪信号的信噪比和噪声抑制比大于传统阈值函数
结果,与软阈值函数去噪信号相比,信噪比提升了
大约 15%,噪声抑制比提升了大约 20%;与硬阈
图 7 大厚度复合材料试件结构示意 值函数去噪信号相比,信噪比提升了大约 21%,
噪声抑制比提升了 38%;改进阈值函数的均方根
无缺陷和有缺陷时的超声回波信号对比如图8
误差与软硬阈值函数结果相比是最小的。
所示,探头在第 1 234 个采样点处接收到第一个回
最后根据改进阈值降噪处理后得出的特征信
波,即表面波;在第 1 751 个采样点处接收到第二 息进行 C 扫描重建,结果如图 10 所示,可以看出
个回波,通过式(1) 计算可知,该信号为距外表面 处理后的信号噪声得到了有效抑制,距表面 10,
30 mm 处的缺陷信号, 其几乎被噪声信号掩盖,缺 20 mm 的缺陷变得更加明显,距表面 30 mm 的缺
陷特征信号易丢失。 陷边缘更加清晰,成像质量得到改善。
23
2025 年 第 47 卷 第 2 期
无损检测