
Page 72 - 无损检测2024年第十一期
P. 72
吴胜平,等:
基于 VMD 分解的激光超声增材制件表面缺陷检测
式中:k为分解的个数(k∈N );y 为第k个模态, λ n +1 w ← λ( ) n w τ ( )+ [ ( )- ∑ Y n +1 ( )] (5)
+
w
Y
w
k
{y }={ y , y , y , ..., y };w 为第k个模态的中心频 k k
k
k
k
1
2
3
率,w }={w , w , w ,...,w }的集合。 1.2 试验设备与试件
{
k
k
3
1
2
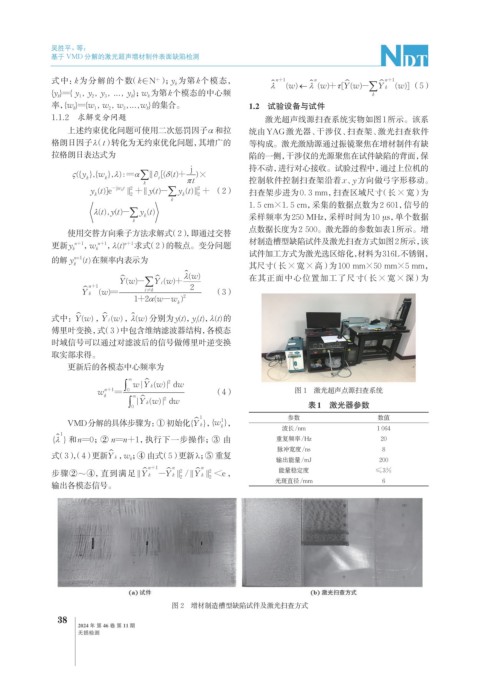
1.1.2 求解变分问题 激光超声线源扫查系统实物如图1所示。该系
上述约束优化问题可使用二次惩罚因子α 和拉 统由YAG激光器、干涉仪、扫查架、激光扫查软件
格朗日因子λ(t)转化为无约束优化问题,其增广的 等构成。激光激励源通过振镜聚焦在增材制件有缺
拉格朗日表达式为 陷的一侧,干涉仪的光源聚焦在试件缺陷的背面,保
t
ς ({y k },{ k }, λw α) := ∑ || t δ ∂ [( ( )+ j ) ? × 持不动,进行对心接收。试验过程中,通过上位机的
k πt 控制软件控制扫查架沿着x、 y方向做弓字形移动。
y t
yt
( ) || + (2)
2
k
( )]e -jw t || +|| ( )- ∑ yt 2 2 扫查架步进为0. 3 mm,扫查区域尺寸(长×宽)为
k
k
2
k 1. 5 cm×1. 5 cm,采集的数据点数为2 601,信号的
t y t
λ( ), ( )- ∑ y k ( ) t 采样频率为250 MHz,采样时间为10 μs,单个数据
k
点数据长度为2 500。激光器的参数如表1所示。增
使用交替方向乘子方法求解式(2),即通过交替
更新y k n+1 ,w k n+1 ,λ(t) n+1 求式(2)的鞍点。变分问题 材制造槽型缺陷试件及激光扫查方式如图2所示,该
t
的解 y n +1 () 在频率内表示为 试件加工方式为激光选区熔化,材料为316L不锈钢,
k 其尺寸(长×宽×高)为100 mm×50 mm×5 mm,
w
Y w ∑ Y i w λ( ) 在其正面中心位置加工了尺寸(长×宽×深)为
( )-
( )+
Y n k +1 ( )= i ≠k 2 (3)
w
1+2 ww k ) 2
α( -
Yw
式中: ( )Y w , ( ) ,λ( )w 分别为y(t),y (t),λ(t)的
i
i
傅里叶变换,式(3)中包含维纳滤波器结构,各模态
时域信号可以通过对滤波后的信号做傅里叶逆变换
取实部求得。
更新后的各模态中心频率为
∞
w
wY k ( )| dw
2
|
w k n +1 = ∫ 0 (4) 图 1 激光超声点源扫查系统
∞
|Yw 2
( )| dw
k
∫ 0 表1 激光器参数
1 1 参数 数值
VMD分解的具体步骤为:① 初始化{ k }Y , { k }w ,
波长/nm 1 064
1
λ { } 和n=0;② n=n+1,执行下一步操作;③ 由 重复频率/Hz 20
脉冲宽度/ns
8
式(3),(4)更新Y ,w ;④ 由式(5)更新λ;⑤ 重复 输出能量/mJ 200
k
k
步骤②~④,直到满足 ||Y n k +1 -Y n k || / ||Y n k || <e , 能量稳定度 ≤3%
2
2
2 2
输出各模态信号。 光斑直径/mm 6
图 2 增材制造槽型缺陷试件及激光扫查方式
38
2024 年 第 46 卷 第 11 期
无损检测