
Page 37 - 无损检测2023年第六期
P. 37
李卫平, 等:
真空氦检漏技术在ITER 项目中的应用
要组成部分 [ 6 ] 。在整个检测过程中, 真空室要始终
保持低于10 Pa数量级的真空状态。真空度的要
-3
求主要体现在以下3个方面: ① 真空度客观体现了
整个检测系统的密封性能; ② 如果包层屏蔽块存在
泄漏通道, 高的真空度能使泄漏出来的氦几乎全部
流入氦质谱仪进行定量分析; ③ 在高的真空度条件
下, 处于高温状态时包层屏蔽块受氧化程度将大大
降低。
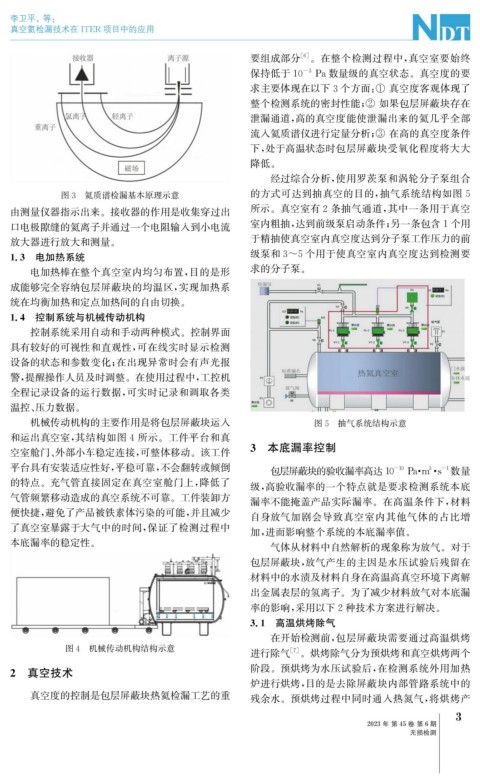
经过综合分析, 使用罗茨泵和涡轮分子泵组合
图3 氦质谱检漏基本原理示意 的方式可达到抽真空的目的, 抽气系统结构如图 5
由测量仪器指示出来。接收器的作用是收集穿过出 所示。真空室有2条抽气通道, 其中一条用于真空
口电极隙缝的氦离子并通过一个电阻输入到小电流 室内粗抽, 达到前级泵启动条件; 另一条包含1个用
于精抽使真空室内真空度达到分子泵工作压力的前
放大器进行放大和测量。
1.3 电加热系统 级泵和3~5个用于使真空室内真空度达到检测要
电加热棒在整个真空室内均匀布置, 目的是形 求的分子泵。
成能够完全容纳包层屏蔽块的均温区, 实现加热系
统在均衡加热和定点加热间的自由切换。
1.4 控制系统与机械传动机构
控制系统采用自动和手动两种模式。控制界面
具有较好的可视性和直观性, 可在线实时显示检测
设备的状态和参数变化; 在出现异常时会有声光报
警, 提醒操作人员及时调整。在使用过程中, 工控机
全程记录设备的运行数据, 可实时记录和调取各类
温控、 压力数据。
机械传动机构的主要作用是将包层屏蔽块运入 图5 抽气系统结构示意
和运出真空室, 其结构如图4所示。工件平台和真
空室舱门、 外部小车稳定连接, 可整体移动。该工件 3 本底漏率控制
平台具有安装适应性好, 平稳可靠, 不会翻转或倾倒 包层屏蔽块的验收漏率高达10 Pa · m · s 数量
-1
3
-10
的特点。充气管直接固定在真空室舱门上, 降低了 级, 高验收漏率的一个特点就是要求检测系统本底
气管频繁移动造成的真空系统不可靠。工件装卸方 漏率不能掩盖产品实际漏率。在高温条件下, 材料
便快捷, 避免了产品被铁素体污染的可能, 并且减少
自身放气加剧会导致真空室内其他气体的占比增
了真空室暴露于大气中的时间, 保证了检测过程中
加, 进而影响整个系统的本底漏率值。
本底漏率的稳定性。 气体从材料中自然解析的现象称为放气。对于
包层屏蔽块, 放气产生的主因是水压试验后残留在
材料中的水渍及材料自身在高温高真空环境下离解
出金属表层的氢离子。为了减少材料放气对本底漏
率的影响, 采用以下2种技术方案进行解决。
3.1 高温烘烤除气
在开始检测前, 包层屏蔽块需要通过高温烘烤
图4 机械传动机构结构示意
进行除气 [ 7 ] 。烘烤除气分为预烘烤和真空烘烤两个
2 真空技术 阶段。预烘烤为水压试验后, 在检测系统外用加热
炉进行烘烤, 目的是去除屏蔽块内部管路系统中的
真空度的控制是包层屏蔽块热氦检漏工艺的重 残余水。预烘烤过程中同时通入热氮气, 将烘烤产
3
2023年 第45卷 第6期
无损检测