
Page 50 - 无损检测2023年第四期
P. 50
施美圆, 等:
薄壁小径管环焊缝的数字射线检测
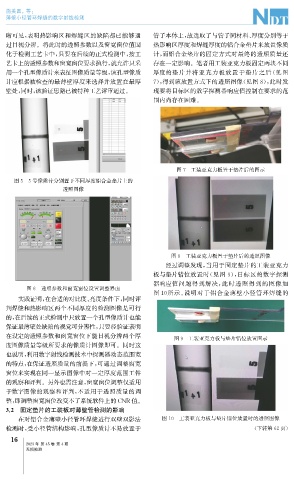
晰可见, 表明热影响区和焊缝区的缺陷都已能够通 管子本体上, 故选取了与管子同材料、 厚度分别等于
过目视分辨。将此时的透照参数以及窗宽窗位值固 热影响区厚度和焊缝厚度的铝合金垫片来放置像质
化于检测工艺卡中, 只要在后续的正式检测中, 按工 计, 而铝合金垫片的固定方式对最终的透照质量还
艺卡上的透照参数和窗宽窗位要求执行, 就允许只采 存在一定影响。笔者用工装亚克力板固定两块不同
用一个孔型像质计来表征图像质量等级, 该孔型像质 厚度的垫片并将亚克力板放置于垫片之后( 见图
计应根据被检查的最薄壁厚度来选择并放置在最厚 7 ), 得到该放置方式下的透照图像( 见图8 ), 此时发
壁处, 同时, 该验证思路已被特种工艺评审通过。 现要将目标区的数字探测器响应值控制在要求的范
围内尚存在困难。
图7 工装亚克力板置于垫片后的图示
图5 5号像质计分别置于不同厚度铝合金垫片上的
透照图像
图8 工装亚克力板置于垫片后的透照图像
经过调整发现, 当用于固定垫片的工装亚克力
板与垫片错位放置时( 见图 9 ), 目标区的数字探测
器响应值问题得到解决, 此时透照得到的图像如
图6 透照参数和窗宽窗位设置调整界面
图10 所示。 说明对于铝合金薄壁小径管环焊缝的
实践证明, 在合适的对比度、 亮度条件下, 同时评
判焊缝和热影响区两个不同厚度的检测图像是可行
的, 在后续的正式检测中只放置一个孔型像质计也能
保证最薄壁处缺陷的视觉可分辨性, 只要经验证表明
在设定的透照参数和窗宽窗位下能目视分辨两个厚 图9 工装亚克力板与垫片错位放置图示
度图像质量等级所要求的像质计图像即可。同时这
也说明, 利用数字射线检测技术中探测器动态范围宽
的特点, 在保证透照质量的前提下, 可通过调整窗宽
窗位来实现在同一显示图像中对一定厚度范围工件
的观察和评判。另外也需注意, 窗宽窗位调整仅适用
于数字图像的观察和评判, 不适用于透照质量的调
整, 即调整窗宽窗位改变不了系统软件上的 CNR值。
3.2 固定垫片的工装板对薄壁管检测的影响
在对铝合金薄壁小径管环焊缝进行双壁双影法 图10 工装亚克力板与垫片错位放置时的透照图像
检测时, 受小径管结构影响, 孔型像质计不易放置于 ( 下转第62页)
6
1
2023年 第45卷 第4期
无损检测