
Page 109 - 无损检测2023年第二期
P. 109
安仕伟, 等:
航空转子铜 - 钢结合层缺陷的五轴超声成像检测系统
计算得出界面波最大偏移量超过 6mm , 系统检测
5 结论
误差超过±3mm 。
( 1 )在四轴平动扫描成像系统基础上, 设计回
转工作台装置, 改变了转子的检测方式, 并改进电气
系统的滤波方式, 研制了一套五轴转动超声成像检
测系统, 提升了检测系统的定位精度及抗干扰能力。
( 2 )对探头夹持装置进行了优化设计, 对转动
杆进行重构, 改变转动杆的夹持方式, 从而提高了探
头的转动精度。
( 3 )在软件上增添探头对中功能, 检测前, 使探
图17 四轴检测系统界面波最大偏移位置示意 头中心点与被检转子的中心孔重合, 保证探头发射
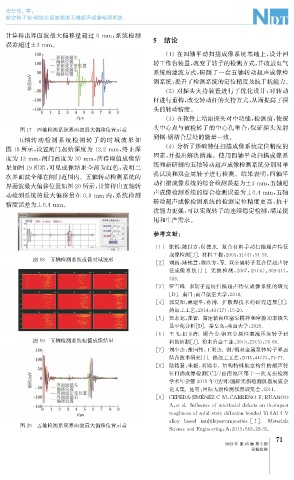
五轴转动检测系 统 检 测 转 子 的 时 域 波 形 如 到铜 - 钢结合层处的能量一致。
( 4 )分析了影响特征扫描成像系统定位精度的
图18所示, 设置闸门起始深度为12.2mm , 终止深
因素, 并提出解决措施。使用四轴平动扫描成像系
度为13mm , 闸门高度为30mm , 所得幅值成像结
统和新研制的五轴转动超声成像检测系统分别对单
果如图19所示, 可见成像结果全部为红色, 表明二
孔试块和双金属转子进行检测。结果表明, 四轴平
次界面波全部在闸门范围内。五轴转动检测系统的
动扫描成像系统的综合检测误差为±3mm , 五轴超
界面波最大偏移位置如图20所示, 计算得出五轴转
声成像检测系统的综合检测误差为±0.4mm , 五轴
动检测系统的最大偏移量在 0.8mm 内, 系统检测
转动超声成像检测系统的检测定位精度更高, 抗干
精度误差为±0.4mm 。
扰能力更强, 可以实现转子的连续稳定检测, 满足使
用和生产需求。
参考文献:
[ 1 ] 张锐, 陈以方, 付德永. 复合材料手动扫描超声特征
成像检测[ J ] . 材料工程, 2003 , 31 ( 4 ): 34-38.
图18 五轴检测系统成像时域波形
[ 2 ] 刘新, 陆铭慧, 陈以方, 等. 双金属转子复合层超声特
征成像系统[ J ] .无损检测, 2007 , 29 ( 6 ): 309-311 ,
318.
[ 3 ] 罗雪峰. 多转子连续扫描超声特征成像系统的研究
[ D ] . 南昌: 南昌航空大学, 2018.
[ 4 ] 郭夏阳, 林建平, 孙博. 扩散焊技术的研究进展[ J ] .
热加工工艺, 2014 , 43 ( 17 ): 15-20.
[ 5 ] 梁永宽, 张智. 高速轴向柱塞泵搅拌和摩擦功率损失
及空化分析[ D ] . 秦皇岛: 燕山大学, 2020.
[ 6 ] 王飞, 田玉清. 铜合金 - 钢双金属柱塞液压泵转子材
图19 五轴检测系统幅值成像结果 料的研制[ J ] . 粉末冶金工业, 2013 , 23 ( 3 ): 56-60.
[ 7 ] 刘少杰, 张国伟, 王明杰. 铜 / 钢双金属泵体转子界面
结合技术研究[ J ] . 热加工工艺, 2015 , 44 ( 7 ): 73-77.
[ 8 ] 陆铭慧, 朱毅, 刘勋丰. 结构特殊航空构件的超声特
征扫描成像检测[ C ]// 西南地区第十一次无损检测
学术年会暨2011 年( 昆明) 国际无损检测仪器展览会
论文集. 昆明: 国际无损检测仪器展览会, 2011.
[ 9 ] CEPEDA-JIMÉNEZC M , CARREÑOF , RUANOO
A , etal.Influenceofinterfacialdefectsontheim p act
tou g hnessofsolidstatediffusionbondedTi-6Al-4V
allo y based multila y ercom p osites [ J ] . Materials
图20 五轴检测系统界面波最大偏移位置示意
ScienceandEn g ineerin g : A , 2013 , 563 : 28-35.
1
7
2023年 第45卷 第2期
无损检测