
Page 77 - 无损检测2022年第七期
P. 77
赖迎庆,等:
环状高温合金真空钎焊零件的超声检测
图 2 典型真空钎焊缺陷外观
1.2 检测技术
通过对该类钎焊零件的结构及工艺分析可知,
高温合金外环与内环真空钎焊部位可能出现的未焊
合、 气孔等缺陷均为面积型缺陷( 即厚度方向的尺寸
[ 5-7 ]
很小) , 而超声检测对面积型缺陷较敏感, 因此用
该方法来检测环状高温合金钎焊件的焊接质量比较
合适。
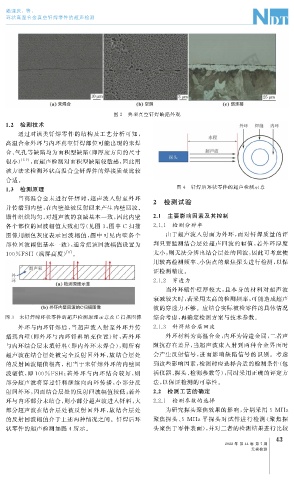
1.3 检测原理 图 4 钎焊后环状零件的超声检测示意
当高温合金未进行钎焊时, 超声波入射至外环 2 检测试验
并传播到内壁, 在内壁处被反射回来产生内壁回波。
锻件组织均匀, 对超声波的衰减基本一致, 因此内壁 2.1 主要影响因素及其控制
各个部位的回波幅值大致相等( 见图 3 , 图中 C 扫描 2.1.1 检测分辨率
图像用颜色灰度表示回波幅值, 图中可见内壁各个 由于超声波入射面为外环, 而对钎焊质量的评
部位回波幅值基本一致), 通常把该回波幅值设置为 判只要监测结合层处超声回波的幅值, 若外环厚度
[ 8 ]
100%FSH ( 满屏高度) 。 太小, 则无法分辨出结合层处的回波, 因此可考虑使
用较高检测频率、 小焦点的聚焦探头进行检测, 以保
证检测精度。
2.1.2 穿透力
当外环锻件壁厚较大, 且本身的材料对超声波
衰减较大时, 若采用太高的检测频率, 可能造成超声
波的穿透力不够。应结合实际被检零件的具体情况
图 3 未钎焊时环状零件的超声检测原理示意及 C 扫描图像 综合考虑, 再确定检测方案与技术参数。
外环与内环钎焊后, 当超声波入射至外环并传 2.1.3 钎焊结合层回波
播到内壁( 即外环与内环钎料填充位置) 时, 若外环 外环材料为高温合金, 内环为铸造金属, 二者声
与内环结合层未填钎料( 即内外环未焊合), 则所有 阻抗存在差异, 当超声波束入射到两种合金界面时
超声波在结合层处被完全反射回外环, 故结合层处 会产生反射信号, 进而影响缺陷信号的识别。考虑
的反射回波幅值很高,相当于未钎焊外环的内壁回 到这些影响因素, 检测时应选择合适的检测条件( 包
波幅值, 即 100%FSH ; 若外环与内环结合较好, 则 括仪器、 探头、 检测参数等), 同时采用正确的评定方
部分超声波将穿过钎料继续向内环传播, 小部分反 法, 以保证检测的可靠性。
射回外环, 因而结合层处的反射回波幅值较低; 若外 2.2 检测工艺的确定
环与内环部分未结合, 则小部分超声波进入钎料, 大 2.2.1 检测参数的选择
部分超声波在结合层处被反射回外环, 故结合层处 为研究探头聚焦效果的影响, 分别采用 5 MHz
的反射回波幅值介于上述两种情况之间。钎焊后环 聚焦探头、 5 MHz平探头对试件进行检测( 聚焦探
状零件的超声检测如图 4 所示。 头聚焦于零件表面), 并对二者的检测结果进行比较
3
4
2022 年 第 44 卷 第 7 期
无损检测