
Page 129 - 无损检测2021年第十一期
P. 129
检测案例
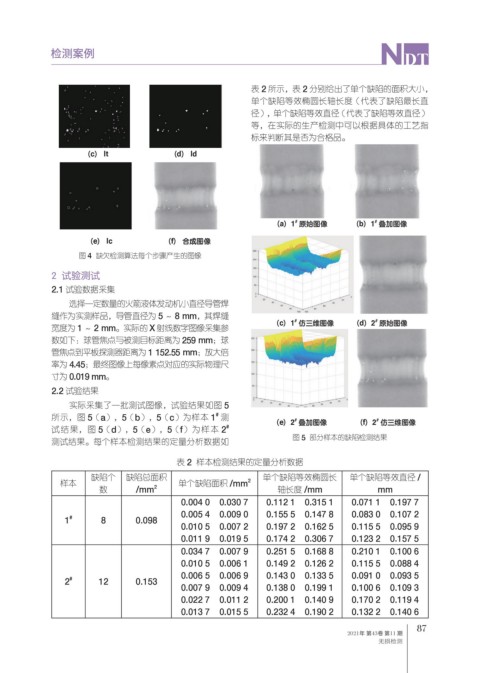
表 2 所示,表 2 分别给出了单个缺陷的面积大小,
单个缺陷等效椭圆长轴长度(代表了缺陷最长直
径),单个缺陷等效直径(代表了缺陷等效直径)
等,在实际的生产检测中可以根据具体的工艺指
标来判断其是否为合格品。
(c) It (d) Id
(a)1 原始图像 (b)1 叠加图像
#
#
(e) Ic (f) 合成图像
图 4 缺欠检测算法每个步骤产生的图像
2 试验测试
2.1 试验数据采集
选择一定数量的火箭液体发动机小直径导管焊
缝作为实测样品,导管直径为 5 ~ 8 mm,其焊缝
(c)1 仿三维图像 (d)2 原始图像
#
#
宽度为 1 ~ 2 mm。实际的 X 射线数字图像采集参
数如下:球管焦点与被测目标距离为 259 mm;球
管焦点到平板探测器距离为 1 152.55 mm;放大倍
率为 4.45;最终图像上每像素点对应的实际物理尺
寸为 0.019 mm。
2.2 试验结果
实际采集了一批测试图像,试验结果如图 5
#
所示,图 5(a),5(b),5(c)为样本 1 测 (e)2 叠加图像 (f)2 仿三维图像
#
#
试结果,图 5(d),5(e),5(f)为样本 2 #
图 5 部分样本的缺陷检测结果
测试结果。每个样本检测结果的定量分析数据如
表 2 样本检测结果的定量分析数据
缺陷个 缺陷总面积 单个缺陷等效椭圆长 单个缺陷等效直径 /
样本 2 单个缺陷面积 /mm 2
数 /mm 轴长度 /mm mm
0.004 0 0.030 7 0.112 1 0.315 1 0.071 1 0.197 7
0.005 4 0.009 0 0.155 5 0.147 8 0.083 0 0.107 2
1 # 8 0.098
0.010 5 0.007 2 0.197 2 0.162 5 0.115 5 0.095 9
0.011 9 0.019 5 0.174 2 0.306 7 0.123 2 0.157 5
0.034 7 0.007 9 0.251 5 0.168 8 0.210 1 0.100 6
0.010 5 0.006 1 0.149 2 0.126 2 0.115 5 0.088 4
0.006 5 0.006 9 0.143 0 0.133 5 0.091 0 0.093 5
2 # 12 0.153
0.007 9 0.009 4 0.138 0 0.199 1 0.100 6 0.109 3
0.022 7 0.011 2 0.200 1 0.140 9 0.170 2 0.119 4
0.013 7 0.015 5 0.232 4 0.190 2 0.132 2 0.140 6
87
2021年 第43卷 第11 期
无损检测