
Page 44 - 2023中国无损检测年度报告
P. 44
2023 ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ 2023
⚥㕂偽䰀唬崵䎃䏞䫣デ ⚥㕂偽䰀唬崵䎃䏞䫣デ
型缺陷。 网格尺寸下,不同深度的方向性裂纹延伸方向的
最大信号振幅分布和裂纹两端角的峰值分布情况,
4 基于相控阵超声全聚焦成像的焊缝缺陷
检测技术研究 以评估网格尺寸对成像质量的影响,如图 5(b)
所示。综合对比结果发现分段步长为 0.1 mm,
项目来源于江苏省普通高校学术学位研究生 网格尺寸为 λ/6 时,能在保证成像质量的情况下
科研创 [KJ(Y)2020010]。为了适应工业界逐渐 加快成像速度。
提高的检测评价要求,解决常规相控阵超声无法
解决的检测难题,近年来,基于相控阵超声全矩
阵捕获(Full Matrix Capture, FMC)的全聚焦
(Total Focusing Method, TFM)成像检测技
术因具有检测精度高、缺陷表征能力强的优势,
而成为研究热点。但是,由于实际工业中的焊缝
尺寸较大、材料复杂、缺陷类型多样,超声 TFM
检测时会存在检测数据量大、检测精度不足、检
测结果评定难的问题,为解决以上难题而开展了 (a) 不同步长
焊缝缺陷的相控阵超声全聚焦成像检测技术研究,
主要研究内容如下。
(1)焊缝缺陷超声全聚焦成像数据压缩感知
提出了基于压缩感知理论的超声 FMC 数据
压缩重构方法。鉴于焊缝缺陷类型的复杂性和回
波信息的丰富性,并考虑到传统观测矩阵较高的
随机性和冗余性,使用与待处理信号具有相似特
征的参考信号进行经验模态分解(EMD)构造本
征模态函数(IMF)循环观测矩阵。基于 CIVA (b) 不同网格尺寸
仿真平台建立了角焊缝超声 TFM 检测的数值仿
图 5 分段搜索后处理成像方法的不同步长和不同网格
真模型,采用随机抽样方法模拟实际硬件压缩过
尺寸对比结果
程,对比分析了采样率、稀疏变换基以及重构算
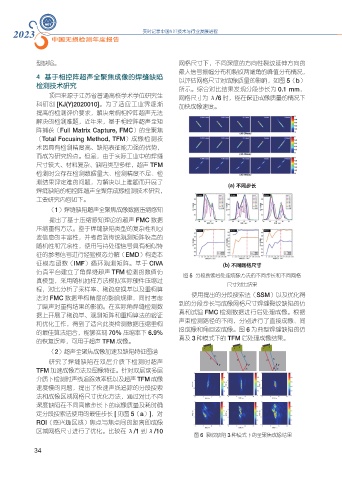
使用提出的分段搜索法(SSM)以及优化得
法对 FMC 数据重构精度的影响规律,同时考虑
了噪声对重构结果的影响。在实际角焊缝检测数 到的分段步长与成像网格尺寸焊缝裂纹缺陷的仿
真和试验 FMC 检测数据进行后处理成像。根据
据上开展了稀疏基、观测矩阵和重构算法的验证
和优化工作,得到了适合此类检测数据压缩重构 声束检测路径的不同,分别进行了直接成像、间
的最佳算法组合,能够实现 70% 压缩率下 6.9% 接成像和角回波成像。图 6 为典型焊缝缺陷的仿
的恢复误差,可用于超声 TFM 成像。 真及 3 种模式下的 TFM 后处理成像结果。
(2)超声全聚焦成像加速及缺陷特征图谱
研究了焊缝缺陷在双层介质下检测时超声
TFM 加速成像方法及图像特征。针对双层或多层
介质下检测时声线追踪效率低以及超声 TFM 成像
速度慢的问题,提出了快速声线追踪的分段搜索
法和成像区域网格尺寸优化方法,通过对比不同
深度缺陷在不同离散步长下的成像质量及耗时确
定分段搜索法使用的最佳步长 [ 见图 5(a)],对
ROI(感兴趣区域)焦点与焦点间的距离即成像
区域网格尺寸进行了优化。比较在 λ/1 到 λ/10
图 6 裂纹缺陷 3 种模式下的全聚焦成像结果
34