
Page 42 - 2023中国无损检测年度报告
P. 42
2023 ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ 2023
⚥㕂偽䰀唬崵䎃䏞䫣デ ⚥㕂偽䰀唬崵䎃䏞䫣デ
缝进行检测,实现快速、无遗漏的无损检测。主
要研究内容如下。
(1)对接管角焊缝全覆盖相控阵检测工艺
的优化设计
基于 CIVA 仿真软件建立相控阵超声检测的
实际接管角焊缝等比例模型(见图 1)。讨论了
探头频率、阵元数量、阵元间距等重要参数对声 (a) 检测结果一
场聚焦性能的影响,分析了探头位置对声束覆盖
范围的影响,通过调整探头位置达到最优的检测
效果,从而形成接管角焊缝相控阵超声的检测工
艺,得到优化后的缺陷响应结果。
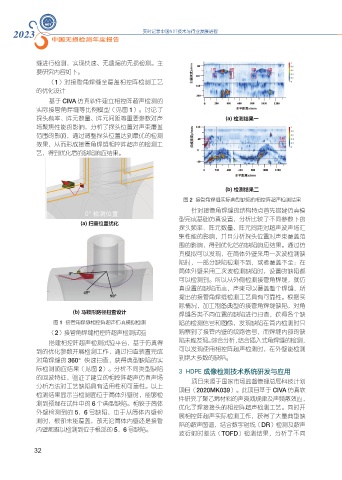
(b) 检测结果二
图 2 接管角焊缝实际典型缺陷的相控阵超声检测结果
针对接管角焊缝的结构特点首先搭建仿真模
型完成基础仿真设置,分析比较了不同参数下的
(a) 扫查位置优化
探头频率、阵元数量、阵元间距对超声波声场汇
集性能的影响,并且分析探头位置对声束覆盖范
围的影响,得到优化后的缺陷响应结果。通过仿
真模拟可以发现,在筒体外壁采用一次波检测缺
陷时,一部分缺陷检测不到,或者覆盖不全;在
筒体外壁采用二次波检测缺陷时,设置的缺陷都
可以检测到。所以从外侧检测接管角焊缝,就仿
真设置的缺陷而言,声束可以覆盖整个焊缝,所
提出的接管角焊缝检测工艺具有可靠性。根据实
际情况,加工制备典型的接管角焊缝缺陷,对角
(b) 马鞍形路径扫查设计
焊缝各类不同位置的缺陷进行扫查,获得各个缺
图 1 接管角焊缝相控阵超声仿真模拟检测 陷的检测信号和图像,发现缺陷在筒内检测时只
(2)接管角焊缝相控阵超声检测试验 观察到了接管内壁的纹路信号,而焊缝内部的缺
搭建相控阵超声检测试验平台,基于仿真得 陷未能发现。综合分析,结合插入式角焊缝的检测,
到的优化参数开展检测工作,通过扫查装置完成 可以发现使用相控阵超声检测时,在外壁能检测
对角焊缝的 360°快速扫查,获得典型缺陷的实 到绝大多数的缺陷。
际检测响应结果(见图 2)。分析不同类型缺陷 3 HDPE 成像检测技术系统研发与应用
的回波特征,验证了建立的相控阵超声仿真声场
项目来源于国家市场监督管理总局科技计划
分析方法对工艺缺陷具有适用性和可靠性。以上 项目(2020MK039)。此项目基于 CIVA 仿真软
检测结果显示当检测面位于筒体外壁时,能够检
件研究了聚乙烯材料的声衰减规律及声频散效应,
测到预埋在试件中的 6 个典型缺陷。相较于筒体 优化了焊接接头的相控阵超声检测工艺。同时开
外壁检测到的 5,6 号缺陷,由于从筒体内壁检
展相控阵超声实际检测工作,获得了大量典型缺
测时,根部未能覆盖,故无论筒体内壁还是接管
陷的超声图谱,结合数字射线(DR)检测及超声
内壁都难以检测到位于根部的 5,6 号缺陷。
波衍射时差法(TOFD)检测结果,分析了不同
32