
Page 124 - 无损检测2021年第八期
P. 124
唐澄文, 等:
9310 钢磨削烧伤的巴克豪森噪声法检测
对其进行渗碳淬火处理[ 渗层深度不小于 0.85mm , 器中产生对应的检测信号。对检测信号进行放大和
表面硬度不小于 82 ( HRA )], 然后按不同的磨削参 滤波等处理, 可得到 M P 值。 M P 值一般用所测巴
数加工, 制备成含有不同程度烧伤缺陷的试样。 克豪森噪声信号电压值的均方根表示, 其大小与磁
化功率、 材料晶体结构、 位错和残余应力等因素有
2 试样磨削烧伤评级
关。相关研究表明, M P 值与表面显微硬度和残余
根据企业标准 Q / 301B375H-2020 《 硝酸乙 应力存在近似线性的对应关系, 可用其量化表征试
醇酸蚀检验规范》对试样进行酸蚀检测, 依据检测 样的磨削烧伤程度。
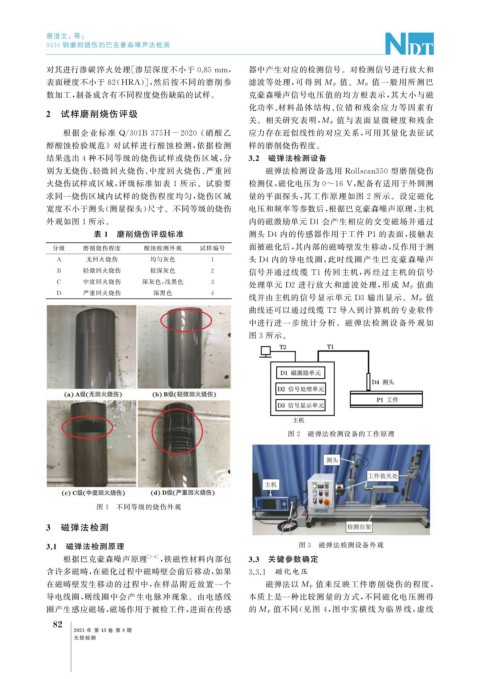
结果选出 4 种不同等级的烧伤试样或烧伤区域, 分 3.2 磁弹法检测设备
别为无烧伤、 轻微回火烧伤、 中度回火烧伤、 严重回 磁弹法检测设备选用 Rollscan350 型磨削烧伤
火烧伤试样或区域, 评级标准如表 1 所示。试验要 检测仪, 磁化电压为 0~16V , 配备有适用于外圆测
求同一烧伤区域内试样的烧伤程度均匀, 烧伤区域 量的平面探头, 其工作原理如图 2 所示。设定磁化
宽度不小于测头( 测量探头) 尺寸。不同等级的烧伤 电压和频率等参数后, 根据巴克豪森噪声原理, 主机
外观如图 1 所示。 内的磁激励单元 D1 会产生相应的交变磁场并通过
表 1 磨削烧伤评级标准 测头 D4 内的传感器作用于工件 P1 的表面, 接触表
分级 磨削烧伤程度 酸蚀检测外观 试样编号 面被磁化后, 其内部的磁畴壁发生移动, 反作用于测
A 无回火烧伤 均匀灰色 1 头 D4 内的导电线圈, 此时线圈产生巴克豪森噪声
B 轻微回火烧伤 较深灰色 2 信号并通过线缆 T1 传回主机, 再经过主机的信号
C 中度回火烧伤 深灰色, 浅黑色 3 值曲
处理单元 D2 进行放大和滤波处理, 形成 M P
D 严重回火烧伤 深黑色 4 值
线并由主机的信号显示单元 D3 输出显示。 M P
曲线还可以通过线缆 T2 导入到计算机的专业软件
中进行进一步统计分析。磁弹法检测设备外观如
图 3 所示。
图 2 磁弹法检测设备的工作原理
图 1 不同等级的烧伤外观
3 磁弹法检测
3.1 磁弹法检测原理 图 3 磁弹法检测设备外观
根据巴克豪森噪声原理 [ 1-4 ] , 铁磁性材料内部包 3.3 关键参数确定
含许多磁畴, 在磁化过程中磁畴壁会前后移动, 如果 3.3.1 磁化电压
在磁畴壁发生移动的过程中, 在样品附近放置一个 磁弹法以 M P 值来反映工件磨削烧伤的程度,
导电线圈, 则线圈中会产生电脉冲现象。由电感线 本质上是一种比较测量的方式, 不同磁化电压测得
圈产生感应磁场, 磁场作用于被检工件, 进而在传感 的 M P 值不同( 见图 4 , 图中实横线为临界线, 虚线
2
8
2021 年 第 43 卷 第 8 期
无损检测