
Page 95 - 无损检测 2021年第六期
P. 95
刘礼良, 等:
电站锅炉蛇形管高压加热器小径管对接焊缝的相控阵超声检测
表 2 缺陷仿真检测结果 表 3 相控阵超声检测结果( 验证试验)
缺陷波幅 缺陷深度 / 缺陷长度 / 缺陷起 长度 / 深度 / 波幅
缺陷性质 缺陷类别
( 绝对值) mm mm 始点 / mm mm mm ( 区域)
0.105 3.00 14.5 未焊透 30 12 3.2 II 未焊透
0.062 3.25 12.9 坡口未熔合 70 13 2.4 I 未熔合
大于 A 11 0.015 ), 说明该检测工艺理论上可行。 表 4 DR 检测结果( 验证试验)
(
2 模拟试验验证 缺陷长度 / mm 缺陷类别
未焊透
6.7
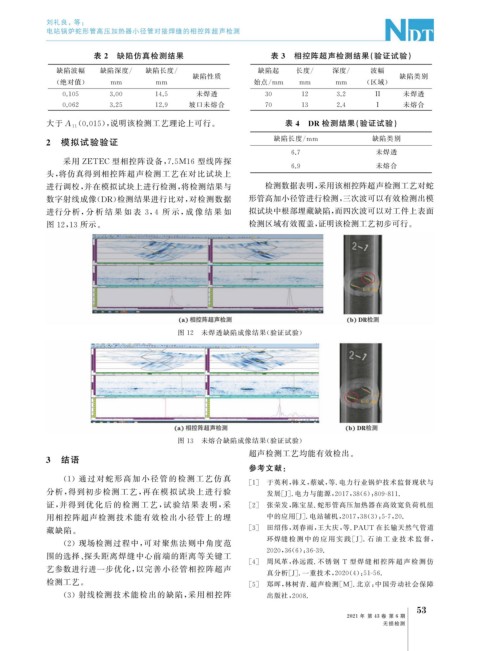
采用 ZETEC 型相控阵设备, 7.5M16 型线阵探
6.9 未熔合
头, 将仿真得到相控阵超声检测工艺在对比试块上
进行调校, 并在模拟试块上进行检测, 将检测结果与 检测数据表明, 采用该相控阵超声检测工艺对蛇
数字射线成像( DR ) 检测结果进行比对, 对检测数据 形管高加小径管进行检测, 三次波可以有效检测出模
进行分析, 分 析 结 果 如 表 3 , 4 所 示, 成 像 结 果 如 拟试块中根部埋藏缺陷, 而四次波可以对工件上表面
图 12 , 13 所示。 检测区域有效覆盖, 证明该检测工艺初步可行。
图 12 未焊透缺陷成像结果( 验证试验)
图 13 未熔合缺陷成像结果( 验证试验)
超声检测工艺均能有效检出。
3 结语
参考文献:
( 1 )通过对蛇形高 加 小 径 管 的 检 测 工 艺 仿 真 [ 1 ] 于英利, 韩义, 蔡斌, 等 . 电力行业锅炉技术监督现状与
分析, 得到初步检测工艺, 再在模拟试块上进行验 发展[ J ] . 电力与能源, 2017 , 38 ( 6 ): 809-811.
证, 并得到 优 化 后 的 检 测 工 艺, 试 验 结 果 表 明, 采 [ 2 ] 张荣发, 陈宝星 . 蛇形管高压加热器在高效宽负荷机组
用相控阵超声检测技术能有效检出小径管上的埋 中的应用[ J ] . 电站辅机, 2017 , 38 ( 3 ): 5-7 , 20.
[ 3 ] 田绍伟, 刘春雨, 王大庆, 等 .PAUT 在长输天然气管道
藏缺陷。
环焊缝 检 测 中 的 应 用 实 践 [ J ] . 石 油 工 业 技 术 监 督,
( 2 )现场检测过程中, 可对聚焦法则中角度范
2020 , 36 ( 6 ): 36-39.
围的选择、 探头距离焊缝中心前端的距离等关键工
[ 4 ] 周凤革, 孙远霞 . 不 锈 钢 T 型 焊 缝 相 控 阵 超 声 检 测 仿
艺参数进行进一步优化, 以完善小径管相控阵超声
真分析[ J ] . 一重技术, 2020 ( 4 ): 51-56.
检测工艺。 [ 5 ] 郑晖, 林树青 . 超声检测[ M ] . 北京: 中国劳动社会保障
( 3 )射线检测技术能检出的缺陷, 采用相控阵 出版社, 2008.
3
5
2021 年 第 43 卷 第 6 期
无损检测