
Page 38 - 无损检测2021年第二期
P. 38
左 欣, 等:
扫描电压及散射线校正对叶片工业 CT 三维成像边界提取的影响
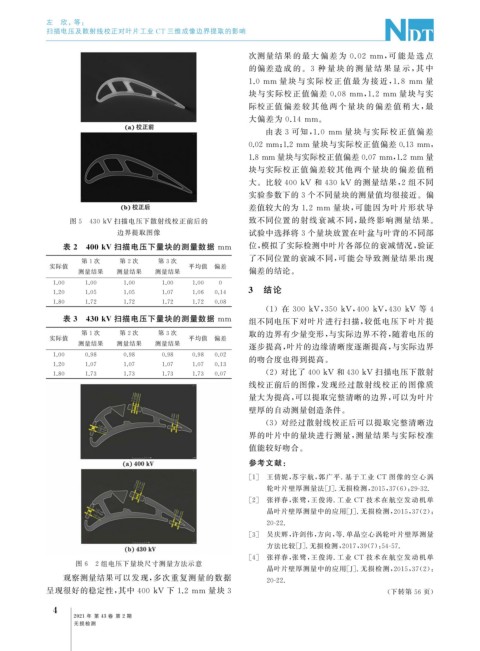
次测量结 果 的 最 大 偏 差 为 0.02 mm , 可 能 是 选 点
的偏差造成 的。 3 种 量 块 的 测 量 结 果 显 示, 其 中
1.0mm 量 块 与 实 际 校 正 值 最 为 接 近, 1.8 mm 量
块与实际校正值偏差 0.08 mm , 1.2 mm 量块与实
际校正值 偏 差 较 其 他 两 个 量 块 的 偏 差 值 稍 大, 最
大偏差为 0.14mm 。
由表 3 可知, 1.0 mm 量块与实际校正值偏差
0.02mm ; 1.2mm 量块与实际校正值偏差 0.13mm ,
1.8mm 量块与实际校正值偏差0.07mm , 1.2mm 量
块与实际校正值偏差较其他两个量块的偏差值稍
大。比较 400kV 和 430kV 的测量结果, 2 组不同
实验参数下的 3 个不同量块的测量值均很接近。偏
差值较大的为 1.2 mm 量块, 可能因为叶片形状导
图 5 430kV 扫描电压下散射线校正前后的 致不同位置的射线衰减不同, 最终影响测量结果。
边界提取图像 试验中选择将 3 个量块放置在叶盆与叶背的不同部
表 2 400kV 扫描电压下量块的测量数据 mm 位, 模拟了实际检测中叶片各部位的衰减情况, 验证
了不同位置的衰减不同, 可能会导致测量结果出现
第 1 次 第 2 次 第 3 次
实际值 平均值 偏差
测量结果 测量结果 测量结果 偏差的结论。
1.00 1.00 1.00 1.00 1.00 0
3 结论
1.20 1.05 1.05 1.07 1.06 0.14
1.80 1.72 1.72 1.72 1.72 0.08
( 1 )在 300kV , 350kV , 400kV , 430kV 等 4
表 3 430kV 扫描电压下量块的测量数据 mm 组不同电压下对叶片进行扫描, 较低电压下叶片提
第 1 次 第 2 次 第 3 次 取的边界有少量变形, 与实际边界不符, 随着电压的
实际值 平均值 偏差
测量结果 测量结果 测量结果
逐步提高, 叶片的边缘清晰度逐渐提高, 与实际边界
1.00 0.98 0.98 0.98 0.98 0.02
的吻合度也得到提高。
1.20 1.07 1.07 1.07 1.07 0.13
( 2 )对比了400kV 和430kV 扫描电压下散射
1.80 1.73 1.73 1.73 1.73 0.07
线校正前后的图像, 发现经过散射线校正的图像质
量大为提高, 可以提取完整清晰的边界, 可以为叶片
壁厚的自动测量创造条件。
( 3 )对经过散射线校正后可以提取完整清晰边
界的叶片中的量块进行测量, 测量结果与实际校准
值能较好吻合。
参考文献:
[ 1 ] 王倩妮, 苏宇航, 郭广平 . 基于工业 CT 图像的空心 涡
轮叶片壁厚测量法[ J ] . 无损检测, 2015 , 37 ( 6 ): 29-32.
[ 2 ] 张祥春, 张鹭, 王俊涛 . 工业 CT 技术在航空发动机 单
晶叶片壁厚测量中的应用[ J ] . 无损检测, 2015 , 37 ( 2 ):
20-22.
[ 3 ] 吴庆辉, 许剑伟, 方向, 等 . 单晶空心涡轮叶片壁厚测量
方法比较[ J ] . 无损检测, 2017 , 39 ( 7 ): 54-57.
[ 4 ] 张祥春, 张鹭, 王俊涛 . 工业 CT 技术在航空发动机 单
图 6 2 组电压下量块尺寸测量方法示意
晶叶片壁厚测量中的应用[ J ] . 无损检测, 2015 , 37 ( 2 ):
观察测量结果可以发现, 多次重复测量的数据 20-22.
呈现很好的稳定性, 其中 400kV 下 1.2mm 量块 3 ( 下转第 56 页)
4
2021 年 第 43 卷 第 2 期
无损检测