
Page 33 - 2023中国无损检测年度报告
P. 33
2023 ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ 2023
⚥㕂偽䰀唬崵䎃䏞䫣デ ⚥㕂偽䰀唬崵䎃䏞䫣デ
了典型缺陷的准确建模。利用稳态声场仿真模型, 3 16 通道空气耦合超声在线自动检测系统
分析了阵列超声聚焦声束在 B 型套筒角焊缝结构 玻璃纤维增强聚氨酯泡沫材料因具有比强度
中的分布特征,探究了超声检测参数中阵元间距、 高、保温绝热性好、吸声防震能力强等优点,在
中心频率、阵列孔径、楔块角度等因素对聚焦声 能源装备、船舶工业以及建筑工业等领域发挥着
场的影响,据此设计并优化了阵列超声检测方案, 不可替代的作用。采用发泡工艺制备的玻璃纤维
B 型套筒检测仿真建模如图 6 所示。 增强聚氨酯泡沫材料受发泡原料的性能、制备过
程的温度、压力以及固化时间等因素的影响,其
内部极易产生气孔、疏松等缺陷。为了实现玻璃
纤维聚氨酯泡沫板生产制造过程的质量控制,研
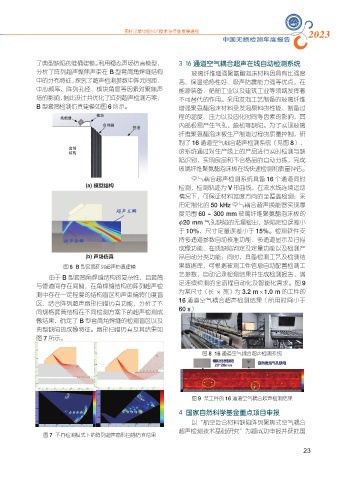
制了 16 通道空气耦合超声检测系统(见图 8),
该系统通过对生产线上的产品进行实时检测与缺
陷识别,实现良品和不合格品的自动分拣,完成
玻璃纤维聚氨酯泡沫板在线快速检测和质量评估。
空气耦合超声检测系统具备 16 个通道同时
(a) 模型结构 检测,检测轨迹为 V 形曲线,在流水线连续运动
情况下,可保证材料宽度方向的全覆盖检测;采
用定制化的 50 kHz 空气耦合超声换能器实现厚
度范围 60 ~ 300 mm 玻璃纤维聚氨酯泡沫板的
ϕ20 mm 气孔缺陷的无漏检出,缺陷定位误差小
于 10%,尺寸定量误差小于 15%。检测软件支
持多通道参数自动校准功能、多通道显示及扫描
成像功能、在线缺陷判定及定量功能以及检测产
(b) 声场仿真 品自动分类功能;同时,具备检测工艺及检测结
图 6 B 型套筒阵列超声仿真建模 果数据库,可根据被测工件信息自动配置检测工
艺参数,自动记录检测结果并生成检测报告,满
由于 B 型套筒角焊缝结构的复杂性,且套筒
与管道间存在间隙,在角焊缝结构的阵列超声检 足连续检测的全流程自动化及智能化需求。图 9
为某尺寸(长 × 宽)为 3.2 m×1.0 m 的工件的
测中存在一定程度的结构盲区和声束偏转角度盲
区,结合阵列超声扇形扫描仿真功能,分析了不 16 通道空气耦合超声检测结果(所用时间小于
同规格套筒结构在不同检测方案下的超声检测成 60 s)
像结果,确定了 B 型套筒角焊缝的检测盲区以及
典型缺陷的成像特征。扇形扫描仿真及其结果如
图 7 所示。
图 8 16 通道空气耦合超声检测系统
图 9 某工件的 16 通道空气耦合超声检测结果
4 国家自然科学基金重点项目申报
以“航空复合材料缺陷阵列聚焦式空气耦合
超声检测技术基础研究”为题成功申报并获批国
图 7 不同检测模式下的阵列超声扇形扫描仿真结果
23